

اندازه گیری عناصر در روغن یا آنالیز عنصری (Elemental Analysis):
این آزمایش ستون فقرات آنالیز روغن است . به کمک این آزمایش با شناسایی و اندازه گیری همزمان 19 عنصر در روغن نتایج زیر حاصل می شود:
این آزمایش به وسیله دستگاه اسپکترومتر انجام می شود.

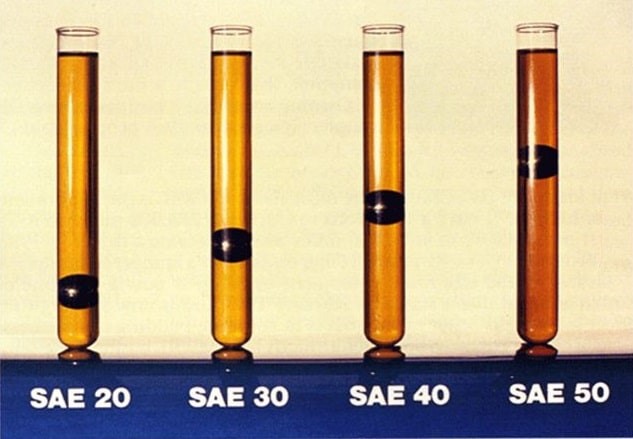
آزمایش گرانروی (Viscosity):
ویسکوزیته یا گرانروی مهمترین مشخصه فیزیکی روغن می باشد که مقاومت آنرا در مقابل سیلان شدن تحت نیروی جاذبه نشان می دهد. اگر تغییرات گرانروی کنترل نشود می تواند صدمات جبران ناپذیری به دنبال داشته باشد. این آزمایش به وسیله دستگاه ویسکومتر انجام می شود.
اندازه گیری ذرات آهنی آزاد یا شاخص PQ (Particle Quantifier) :
ذرات درشت آهنی بیانگر فرسایش غیر عادی هستند. اندازه گیری شاخص PQ همراه با نتایج آنالیز عنصری موجب ارزیابی بهتر وضعیت فرسایش قطعات آهنی می شود.

آزمایش نقطه اشتعال (Flash Point):
کاهش همزمان نقطه اشتعال و گرانروی نشانه آلوده شدن روغن به سوخت می باشد، در نتیجه این آلودگی سبب از بین رفتن سریع یاتاقان ها می شود. برای انجام این آزمایش از دستگاه فلش پوینت استفاده می شود.

تشخیص آلودگی آب در روغن (Hot Plate):
این آزمایش که به روش Crackle Test معروف است برای تشخیص آلودگی آب و شناسایی تقریبی میزان آن در روغن انجام می شود. اگر آب در روغن وجود داشته باشد به صورت حباب (در اندازه مختلف) در آمده و از روغن خارج می گردد به این منظور از دستگاه Hot Plate استفاده می شود.
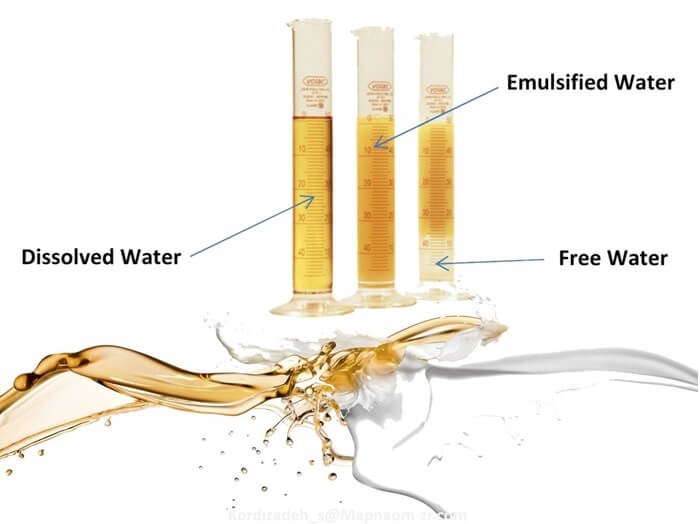
اندازه گیری دقیق میزان آب در روغن (Water Contamination):
وجود آب در روغن می تواند باعث خرابی سیستم شود بنابراین اندازه گیری دقیق آب در روغن روشی مناسب برای مراقبت و حفاظت از تجهیزات است. در این آزمایش از طریق تست کارل فیشر (Karl Fischer) میزان دقیق آب موجود در روغن بر حسب ppm اندازه گیری می شود.

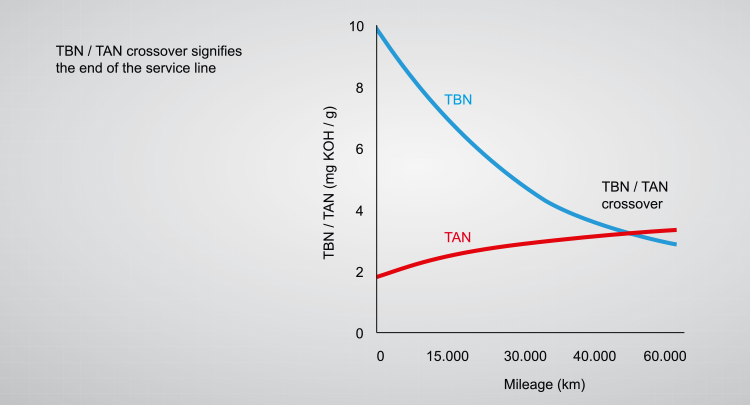
آزمایش عدد قلیایی روغن یا T.B.N (Total Base Number) :
عدد قلیایی روغن نشان دهنده میزان توانایی روغن برای مقابله با اسیدهای تولید شده در موتورهای احتراقی می باشد. بنابراین برای استفاده از حداکثر طول عمر مفید روغن های موتور انجام آزمایش T.B.N ضروریست. این عدد برای روغن های مختلف می تواند متفاوت باشد.
آزمایش عدد اسیدی روغن یا T.A.N (Total Acid Number) :
تغییر کیفیت روغن های هیدرولیک در اثر اکسیداسیون منجر به کاهش عمر مفید روغن می گردد. اندازه گیری عدد اسیدی موجب اطلاع از میزان تخریب روغن هیدرولیک می شود، لذا قبل از صدمه دیدن تجهیزات به دلیل تغییرات کیفی روغن، اقدامات لازم صورت می گیرد.
فروگرافی مستقیم (Direct Reading Ferrography):
از طریق این آزمایش تراکم ذرات آهنی در سایز بزرگ (DL) و کوچک (DS) اندازه گیری و سپس شدت فرسایش Index Of Severity (IS) محاسبه می شود.
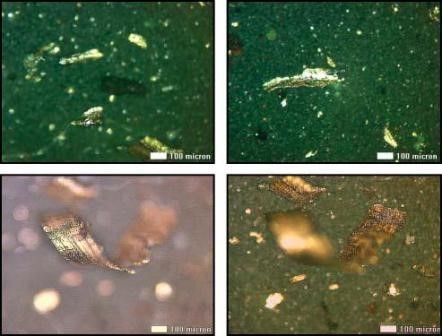
فروگرافی مشاهداتی (Analytical Ferrography):
در این آزمایش ذرات فی موجود در روغن از زیر میکروسکوپ مشاهده شده و با توجه به نوع، تراکم و شکل ذرات می توان در مورد نوع فرسایش، علت آن و بعضا محل وقوع فرسایش غیر عادی اظهار نظر نمود.

تعیین سطح تمیزی روغن (Particle Counter):
عمر مفید تجهیزات هیدرولیکی رابطه مستقیم با میزان آلودگی روغن به ذرات جامد دارد. در این آزمایش تعداد ذرات جامد معلق در روغن با استفاده از دستگاه شمارنده ذرات از طریق نور لیزر شمارش شده و سپس وضعیت آلودگی بر طبق جداول استاندارد به درجات متعددی تقسیم بندی و اعلام می شود.
تعیین میزان انتشار سوخت در روغن (Fuel Dilution):
چنانچه علت کاهش بیش از حد گرانروی روغن ناشی از نشت سوخت درون روغن باشد، این آزمایش درصد دقیق نشت سوخت داخل روغن را مشخص می کند

آزمایش احتراق ناقص یا اندازه گیری دوده (Soot Determination):
اندازه گیری مقدار دوده سوخت در موتورهای دیزل یک روش بسیار خوب برای تعیین بازدهی احتراق در موتور است. اگر میزان دوده موجود در روغن موتور از حد مشخصی بالاتر باشد نشان دهنده وجود اشکال در سیستم است.

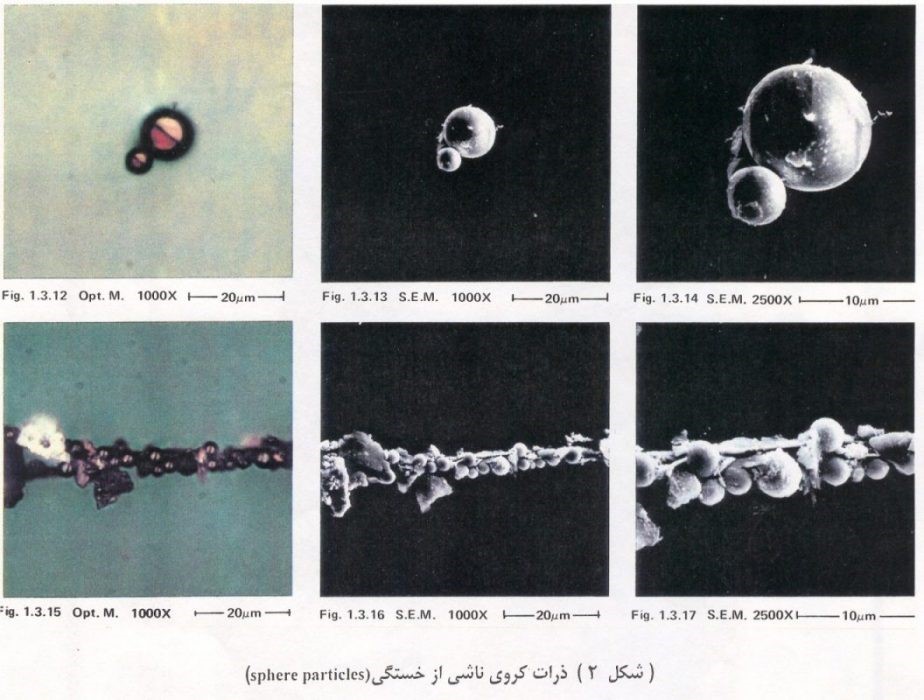
شکل شناسی یا PA (Particle Size Analysis):
در این آزمایش علاوه بر اندازه گیری تعداد ذرات معلق در روغن، شکل تمام ذرات بزرگتر از 20 میکرون نیز شناسایی شده و بدین ترتیب نوع ذرات موجود در روغن با انواع ذرات برشی، ذرات خستگی، ذرات ورقه ای، ذرات غیر فی و فیبر مشخص می شود.
آزمایش RBOT :
این آزمایش برای تعیین پایداری اکسیداسیون به کار می رود و برای انواع مختلف روغن ها کاربرد دارد.
تنوع روغن و ماده تغلیظ کننده باعث شده است تا انواع مختلف گریس با کارآیی گوناگون ساخته و عرضه گردد. بطور کلی گریسها را میتوان بر اساس نوع روغن بکار رفته در آنها به دو دسته معدنی و سنتزی تقسیمبندی کرده و مجددا هر دسته را بر اساس نوع تغلیظ کننده به شرح ذیل تقسیمبندی نمود.
گریس با صابونهای ساده: تغلیظ کننده این گریسها عموما صابونهای اسیدهای چرب با پایههای کلسیم، سدیم، لیتیم و آلومینیوم میباشند که نوع صابون اثر قابل ملاحظهای در مشخصات گریس دارد.
گریس با صابونهای مخلوط: تغلیظ کننده این گریسها مخلوطی از صابونهای ساده مختلف میباشد. استفاده از این مخلوط باعث ارتقاء گریس میگردد.
گریس با صابونهای کمپلکس: تغلیظکننده گریسهای کمپلکس عبارت است از یک صابون ساده و نمک یک اسید معدنی یا نمگ اسید عالی که با وزن مولکولی کم تا متوسط میباشد. این کمپلکس باعث ایجاد برخی مشخصات بارز، مانند افزایش نقطه قطرهای شدن میگردد.
گریسهای غیرصابونی:
به آن دسته از گریسهایی اطلاق میگردد که تغلیظ کننده آنها از ترکیبات معدنی فعال شده مانند خاک فعال (بنتون) و یا مواد آلی (پلی اوره) بوجود آمده باشد.
1-در هنگام کار با دستگاه تزریق پلاستیک دست های خود را به گیره، بازوها و تابلو برق دستگاه نزدیک نکنید.
2-در هنگام کار دستگاه از دست زدن به کلیدها و دگمه ها خودداری نمائید.
3-در موقع برداشتن محصول از داخل قالب دستهایتان را از بالا و یا پایین داخل قالب نکنید، این کار باعث قطع شدن دست یا انگشتان می گردد
4-هنگام کارکردن با دستگاه اگر تغییراتی در صدای دستگاه شنیده شد یا بنا به دلایلی مجبور بودید که دستگاه را سریعا متوقف نمایید، دکمه قرمزاستپ را فشاردهید.
5-برای ریختن مواد داخل گازگیر ایمن ترین روش استفاده از مواد کش می باشد اما به دلیل هزینه بالا در اغلب موارد گازگیر توسط خود اپراتور به صورت دستی پر می شود.برای کمتر کردن خطرات، ابتدا گازگیر را خاموش نموده، سپس اقدام به ریختن مواد نمائید
6-مطمئن باشید پیچ رو بند قالب محکم بوده و از دستکاری آن جداً پرهیز نمائید. در صورتیکه رو بند به ارتفاع صفحه پشت قالب میزان نشده باشد احتمال افتادن قالب وجود دارد.
7-رابط ها و شلنگ های ورودی و خروجی آب بایستی دارای بست باشد. در غیر اینصورت ممکن است در اثر خروج شلنگ از جای خود و پاشش آب،آب به داخل قالب و مدارات برق نفوذ پیدا کند که باعث صدمه دیدن دستگاه و خطرات بعدی برای اپراتور می گردد.
8- سیم ارت دستگاه را چک کنید، در صورتیکه ارت دستگاه قطع شده یا معیوب تشخیص داده شود احتمال اتصالی و یا برق گرفتگی اپراتور وجود دارد.
9-در هنگام تزریق به صورت دستی دقت نمائید مواد مذاب به راحتی از سر نازل عبور کند، در صورت گرفتگی سر نازل احتمال پاشش مواد بر روی دست و صورت اپراتور وجود دارد.
10-در هنگام تزریق به صورت دستی دقت نمائید مواد مذاب به راحتی از سر نازل عبور کند، در صورت گرفتگی سر نازل احتمال پاشش مواد بر روی دست و صورت اپراتور وجود دارد.
11-در هنگام کار به هیچ عنوان پایتان را زیر محل قرار گرفتن قالب قرار ندهید. در صورت سقوط ناگهانی قالب امکان آسیب دیدن فرد وجود دارد.
9-هنگام باز نمودن سیلندرو مارپیچ و تعویض المنت ها از دستکش ایمنی نسوز استفاده نمائید
10- در موقع سرویس قالب، نظافت و سرویس دستگاه یا هنگامی که قطعه در داخل قالب گیر کرده است بایستی حتماً دستگاه خاموش باشد
12-از غیر فعال نمودن میکرو سوئیچهای محافظ دربها خودداری گردد
13-از باز نمودن طلق یا شیشه درب متحرک دستگاه خودداری گردد
14-از صحت عملکرد سیستم محافظ قالب اطمینان حاصل فرمائید

درباره این سایت